
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Svartande behandling rund självhäftande mutter
Xiaoguo® investerar i moderna maskiner för konsekvent produktkvalitet. Installation av den svärtande behandlingen runt självhäftande mutter-Svärtningsbehandlingen innebär att man drar en dorn genom dess mitt, vilket gör att den nedre delen deformeras radiellt utåt, vilket skapar en stor, säker lageryta på materialets blinda sida.
Modell:QIB/IND ZS
Skicka förfrågan
Produktbeskrivning
För att få svärtningsbehandling rund självhäftande mutter-Svärtningsbehandling att fungera bättre och hålla längre får de olika ytbeläggningar. Här är nedgången på vanliga:
Stålmuttrar får ofta zinkplätering, du kan få klar, gul eller svart kromatfinish. Det är ett kostnadsvänligt sätt att skydda dem från rost. Sedan finns det Geomet™, som är en zinkflakebeläggning. Den är riktigt bra på att bekämpa korrosion och kemikalier, och den uppfyller många fordonsstandarder.
Rostfria muttrar går vanligtvis igenom en passiveringsprocess. Det hjälper bara till att öka korrosionsbeständigheten de redan har. För aluminiumnötter kan de bli anodiserade (som kan vara klara eller färgade) eller få en kemisk film (det är en kromatomvandlingsbeläggning).
Alla dessa ytbehandlingar gör samma jobb: de skyddar muttrarna från fukt, kemikalier och slitage. Det är nyckeln om du vill att de ska hålla länge.
Branschstandarder och parametrar:
Svartningsbehandling rund självhäftande mutter följer branschregler, vanligtvis baserade på DIN 7337 eller något liknande. Detta säkerställer att de kan ersätta varandra oavsett vem som tillverkar dem.
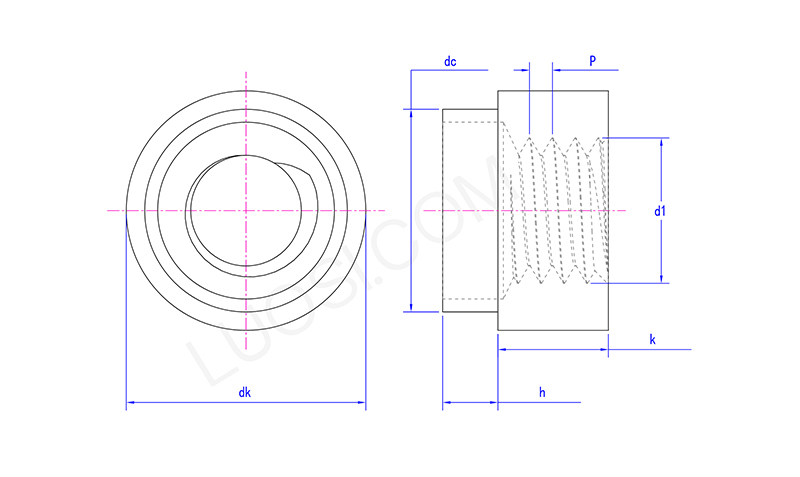
Du mäter dem efter olika saker: gängstorleken (som M4, M5, och så vidare), hur bred stommen är, hur bred flänsen är och hur tjockt materialet kan vara när du använder dem. Standardgängstorlekar går vanligtvis från M3 till M12.
Den stora skillnaden är att efter att du installerat dessa muttrar är flänsen (den del som breder ut sig) mycket bredare än kroppen var innan. Det är det som gör dem så bra på att inte dra igenom material.
När du väljer en mutter måste du veta de exakta måtten. Du måste matcha muttern till storleken på hålet och hur tjockt materialet är. Om du inte gör det kommer det inte att fungera.
| mån | M3-1,5 | M3-2 | M4-1,2 | M4-1,5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk max | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| dc max | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k max | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h max | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| h min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Vilka verktyg behövs för installationen?
För att installera en svärtningsbehandlingsrund självhäftande mutter behöver du ett speciellt inställningsverktyg som kallas dorn. Detta verktyg träs in i mutterns innergängor. När du drar eller applicerar kraft på verktyget, får det muttern att expandera utåt och deformerar den så att den griper hårt om rörväggen.
Det finns manuella inställningsverktyg, men i de flesta fall, särskilt i fabriksinställningar, är pneumatiska eller hydrauliska verktyg bättre. De ger konsekvent kraft, vilket ser till att muttern installeras korrekt varje gång. Den konsekvensen är nyckeln för tillförlitlig prestanda, särskilt när du gör många installationer.
Hot Tags: Blackening Treatment Round Self Clinching Nut, Kina, tillverkare, leverantör, fabrik
Relaterad kategori
Sexkantmutter
Fyrkantig mutter
Sexkantflänsmutter
Låsmutter
Cap Mutter
Hexagon spårmutter
Hand Skruva Muttern
Rund mutter
Navmuttrar
T-mutter
Vassnöt
Andra nötter
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.








