
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


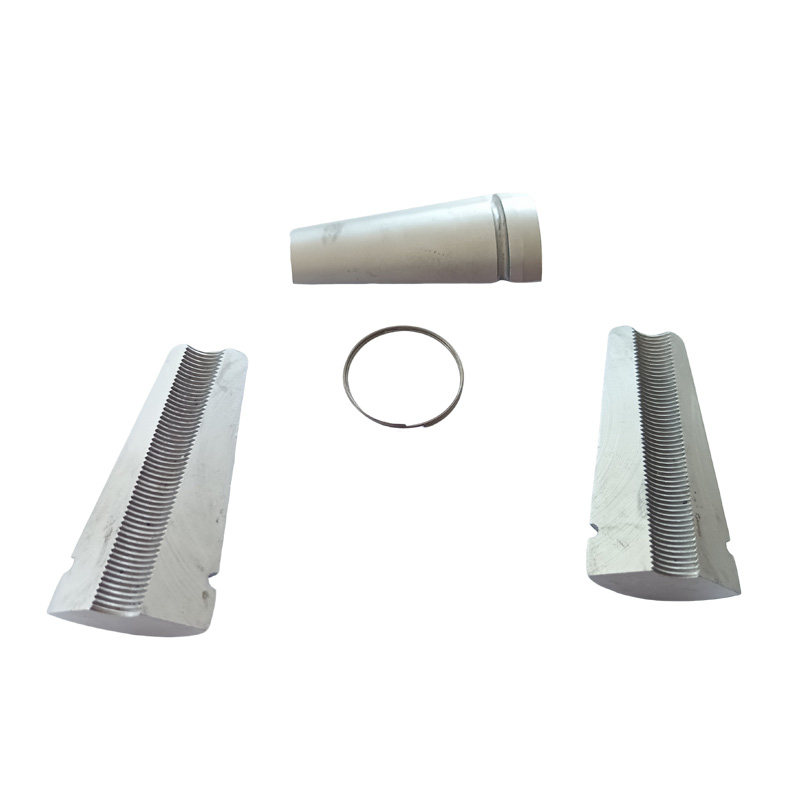
Kallsmidda stolpspänningskilar
Xiaoguo® tillåter anpassning av yttandmönstret på Cold Forged Post Tension Wedges. Den bearbetas exakt enligt dina krav för att bilda enhetliga tandmönster, som kan bita fast i 12,7 - 17,8 mm stålkablar. Även när spänningskraften når upp till 2000 MPa kommer den inte att glida. Vill du ha en sådan produkt?
Skicka förfrågan
Produktbeskrivning
Material
Valet av Cold Forged Post Tension Wedges-material påverkar direkt dess slutliga prestanda, särskilt balansen mellan ytslitagemotstånd och kärnseghet.
Vanliga materialsystem:
(1)20CrMnTi (föredraget)
Som ett lågkollegerat stål är det det föredragna materialet för tillverkning av höghållfasta förspända kilar. Dess huvudsakliga fördel ligger i förmågan att uppnå extremt hög hårdhet och slitstyrka på ytan genom uppkolning eller kol-kväve-samförkolningsprocesser, samtidigt som god seghet bibehålls inuti de kalla smidda efterspänningskilarna.
(2)40Cr / 45# stål
Dessa två material har en balans mellan prestanda och kostnad, och är lämpliga för scenarier med måttliga hållfasthetskrav.
(3)Andra material
I det amerikanska standardsystemet används även material som AISI C12L14, C11L17, 40Cr och C45.

Hantverkskrav
Kallsmidning är en kärntillverkningsprocess för Cold Forged Post Tension Wedges, som inte bara kan säkerställa hög precision utan också avsevärt förbättra produktionseffektiviteten och materialutnyttjandet.
【1】 Kärntillverkningsprocess
(1)Call heading / Cold extrudering: Huvudprocessen innebär att man använder en kall rubrikmaskin eller press för att extrudera och forma metallämnet vid rumstemperatur.
(2)Formningsprocess: Tillverkningsprocessen innefattar vanligtvis steg som "skärning av materialet → forma den platta stansen → formning av kall rubrik i flera lägen", och kan producera den grundläggande formen av de kalla smidda efterspänningskilarna i ett eller flera steg.
(3)Processfördel: Kallsmideprocessen har en extremt hög materialutnyttjandegrad, som vanligtvis når över 85 %, och avancerade tekniker kan till och med uppnå upp till 99 %.
【2】 Nyckelbearbetningsnoggrannhet:
(1) Ytjämnhet: Ytjämnheten på viktiga passande ytor som konhålen på ankarplattan är extremt hög. Vanligtvis är Ra-värdet för konhålen 0,8, medan det för övriga delar är 3,2, för att säkerställa den självlåsande prestandan.
(2) Dimensionstolerans: Diameteravvikelsen för ankarplattan bör vara inom ±0,5 mm, och felet i konvinkeln bör vara inom ±0,3°.

FAQ
(1) Uppfyller materialet i de kalla smidda efterspänningskilarna kraven på seghet vid låg temperatur (som -40°C)?
A: Ja. Vårt material har klarat -40°C lågtemperaturslagtest, med slagenergi ≥ 27J (i enlighet med GB/T 229-standarden).
(2)Vilka är fördelarna med kallsmide jämfört med traditionell varmsmidning eller bearbetning?
S: Kallsmide (kallt smidning / kall extrudering) formas vid rumstemperatur och har tre centrala fördelar:
①Hög materialutnyttjandegrad
②Hög dimensionell noggrannhet
③ Bra ytkvalitet
(3) Vilken typ av ytbehandling används?
Standard ytbehandling är fosfatering + oljebeläggning (grundläggande rostskydd).
För miljöer med hög korrosion kan alternativ som Dacromet eller zink-nickellegering väljas.
Hot Tags: Kallsmidda efterspänningskilar, Kina, tillverkare, leverantör, fabrik
Relaterad kategori
Hot Dip Galvanized Billet Steel Wire
Galvaniserad ståltråd för optiska kablar
Stålsträngar
Rundtråd
Flygstålsledning
Rostfritt ståltråd
Gripperkil
Förankringsgripare
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.








