
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



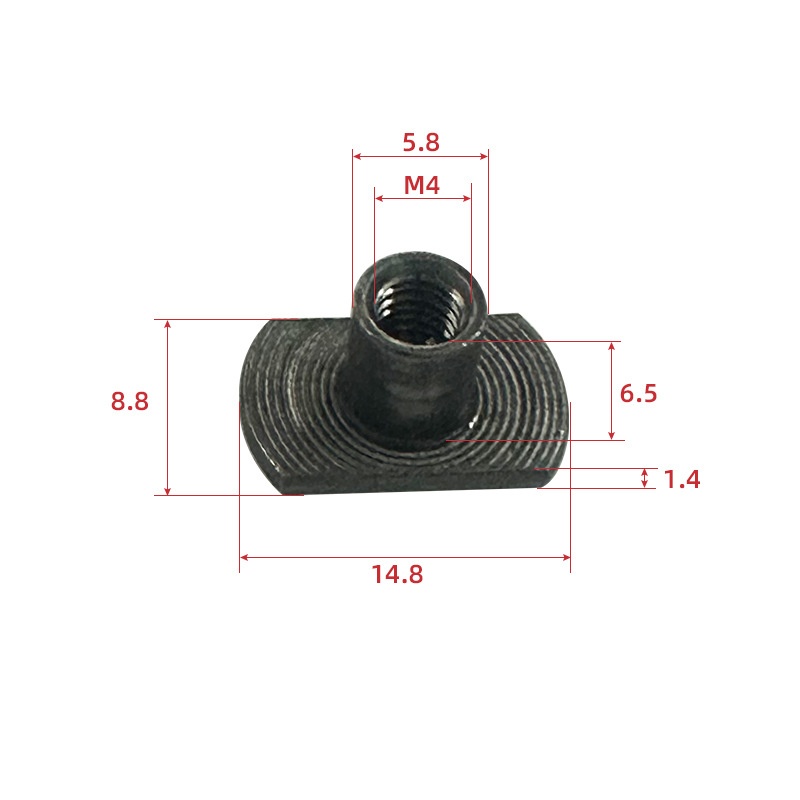


Belastningsstabila T-svetsmuttrar
Belastningsstabila svetsmuttrar i T-stil erbjuder överlägsen motståndskraft mot vibrationer och lossning jämfört med många andra muttertyper när de väl svetsats. Kvalitetstillverkning, med stöd av pålitliga tillverkare, är centralt för Xiaoguo®, vilket säkerställer att produkterna uppfyller internationella standarder.
Modell:JIS B1196-3.2-1994
Skicka förfrågan
Produktbeskrivning
Till skillnad från bultar som kräver att du kommer åt båda sidor, behöver belastningsstabila svetsmuttrar i T-stil bara åtkomst från en sida – både för svetsning och sedan för att sätta i fästelementen. Det är super användbart för slutna delar eller lådformade sektioner.
Den stora flänsen hjälper också till att täta mot plåten. Om du placerar tätningsmedel eller packningar på flänsytan innan svetsning, kommer dessa muttrar att hjälpa till att bilda en tättslutande, läckagesäker anslutning.
| mån | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1,25 | 1,25︱1,5 | 1,5︱1,75 |
| dk max | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s max | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds max | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k max | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h max | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| h min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 max | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 max | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 min | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Tillämpliga scenarier:
Det vanligaste och billigaste materialet för belastningsstabila svetsmuttrar i T-stil är låg- till mediumkolstål—som AISI 1008, 1010, 1018. Denna typ av stål fungerar bra för svetsning, har bra hållfasthet, är lätt att forma och kostar inte mycket.
Svetsmuttrar i kolstål som är stabila i T-stil är bra för de flesta vanliga industriella användningarna, oavsett om de är inuti eller på platser med lite korrosion - speciellt om de har en skyddande beläggning. Deras hållfasthetsegenskaper gör att de kan hantera de skjuv- och dragkrafter som behövs för tuffa fästarbeten när de väl är fastsvetsade.

Installationsinstruktioner:
För att få ut den bästa hållfastheten ur laststabila svetsmuttrar av T-typ måste du kontrollera svetsinställningarna – ström, tid, tryck – precis som specificerat för mutterns material och tjocklek.
Det är verkligen viktigt att göra ytan klar: ren, ingen olja på metallen. Designen i sig hjälper till att fokusera svetsströmmen genom projektionen, men att ställa in maskinen korrekt och se till att operatörerna vet vad de gör är nyckeln. Det är så du får konsekventa, starka svetsar på varje T-stilsmutter.
Hot Tags: Load Stable T Style Weld Nuts, Kina, tillverkare, leverantör, fabrik
Relaterad kategori
Sexkantmutter
Fyrkantig mutter
Sexkantflänsmutter
Låsmutter
Cap Mutter
Hexagon spårmutter
Hand Skruva Muttern
Rund mutter
Navmuttrar
T-mutter
Vassnöt
Andra nötter
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.








